|
2017-09/06
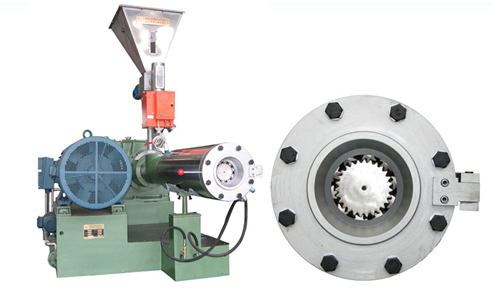
擠出機(jī)常見的故障大概有十一種,下面就詳細(xì)介紹下這十一種故障極其排除方法:一、主電機(jī)軸承溫升過高: 1、產(chǎn)生原因: (1)軸承潤滑不良。 (2)軸承磨損嚴(yán)重。 2、產(chǎn)生原因: (1)檢查并加潤滑劑。檢查電機(jī)軸承,必要時(shí)更換。二、機(jī)頭壓力不穩(wěn): 1、產(chǎn)生原因: (1)主電機(jī)轉(zhuǎn)速不均勻。 (2)喂料電機(jī)轉(zhuǎn)速不均勻,喂料量有波動。 2、處理方法: (1)檢查主電機(jī)控制系統(tǒng)及軸承。 (2)檢查喂料系統(tǒng)電機(jī)及控制系統(tǒng)。三、潤滑油壓偏低: 1、產(chǎn)生原因: (1)潤滑油系統(tǒng)調(diào)壓閥壓力設(shè)定值過低。 (2)油泵故障或吸油管堵塞。 2、處理方法: (1)檢查并調(diào)整潤滑油系統(tǒng)壓力調(diào)節(jié)閥。 (2)檢查油泵、吸油管。四、自動換網(wǎng)裝置速度慢或不靈 1、產(chǎn)生原因: (1)氣壓或油壓低。 (2)氣缸(或液壓站)漏氣(或漏油)。 2、處理方法: (1)檢查換網(wǎng)裝置的動力系統(tǒng)。 (2)檢查氣缸或液壓缸的密封情況。五、安全銷或安全健被切斷 1、產(chǎn)生原因: (1)擠壓系統(tǒng)扭矩過大 (2)主電機(jī)與輸入軸承聯(lián)接不同心 2、處理方法: (1)檢查擠壓系統(tǒng)是否有金屬等物進(jìn)入卡住螺桿。在剛開始發(fā)生時(shí),檢查預(yù)熱升溫時(shí)間或升溫值是否符合要求。 (2)調(diào)整主電機(jī)六、擠出量突然下降: 1、產(chǎn)生原因: (1)喂料系統(tǒng)發(fā)生故障或料斗中沒料。 (2)擠壓系統(tǒng)進(jìn)入堅(jiān)硬卡住螺桿,使物料不能通過。 2、處理方法: (1)檢查喂料系統(tǒng)或料斗的料位。 (2)檢查清理擠壓系統(tǒng)。七、主機(jī)電流不穩(wěn) 1、生產(chǎn)原因: (1)喂料不均勻。 (2)主電機(jī)軸承損壞或潤滑不良。 (3)某段加熱器失靈,不加熱。 (4)螺桿調(diào)整墊不對,或相位不對,元件干涉。 2、處理方法: (1)檢查喂料機(jī),排除故障。 (2)檢修主電機(jī),必要時(shí)更換軸承。 (3)檢查各加熱器是否正常工作,必要時(shí)更換加熱器。 (4)檢查調(diào)整墊,拉出螺桿檢查螺桿有無干涉現(xiàn)象。八、主電機(jī)不能啟動 1、產(chǎn)生原因: (1)開車程序有錯(cuò)。 (2)主電機(jī)線程有問題,熔斷絲是否被燒環(huán)。 (3)與主電機(jī)相關(guān)的連鎖裝置起作用 2、處理方法: (1)檢查程序,按正確開車順序重新開車。 (2)檢查主電機(jī)電路。 (3)檢查潤滑油泵是否啟動,檢查與主電機(jī)相關(guān)的連鎖裝置的狀態(tài)。油泵不開,電機(jī)無法打開。 (4)變頻器感應(yīng)電未放完,關(guān)閉總電源等待5分鐘以后再啟動。 (5)檢查緊急按鈕是否復(fù)位。九、機(jī)頭出料不暢或堵塞 1、產(chǎn)生原因: (1)加熱器某段不工作,物料塑化不良。 (2)操作溫度設(shè)定偏低,或塑料的分子量分布寬,不穩(wěn)定。 (3)可能有不容易熔化的異物。 2、處理方法: (1)檢查加熱器,必要時(shí)更換。 (2)核實(shí)各段設(shè)定溫度,必要時(shí)與工藝員協(xié)商,提高溫度設(shè)定值。 (3)清理檢查擠壓系統(tǒng)及機(jī)頭。十、主電啟動電流過高 1、產(chǎn)生原因: (1)加熱時(shí)間不足,扭矩大。 (2)某段加熱器不工作。 2、處理方法: (1)開車時(shí)應(yīng)用手盤車,如不輕松,則延長加熱時(shí)間或檢查各段加熱器是否正常工作。十一、主電機(jī)發(fā)出異常聲音: 1、產(chǎn)生原因: (1)主電機(jī)軸承損壞。 (2)主電機(jī)可控硅整流線路中某一可控硅損壞。 2、處理方法: (1)更換主電機(jī)軸承。 (2)檢查可控硅整流電路,必要時(shí)更換可控硅元件。
|
|
|
2017-09/06
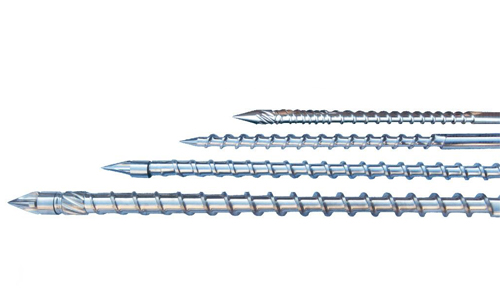
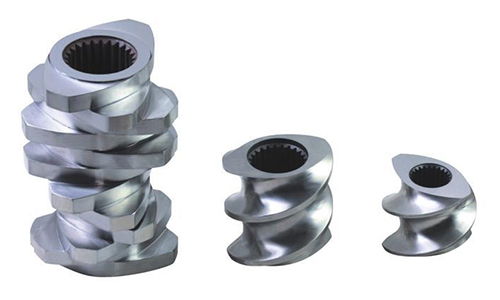
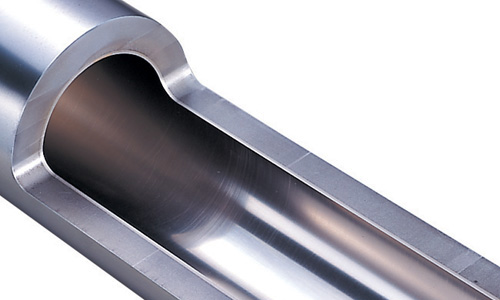
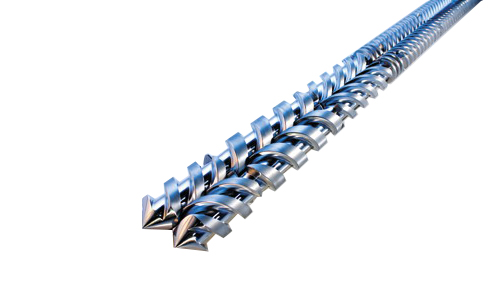
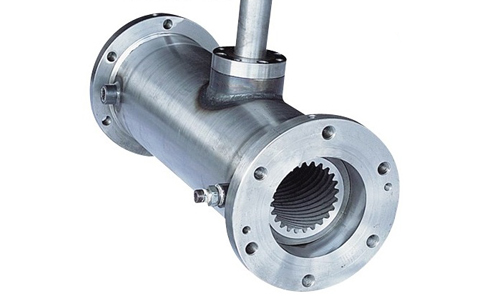
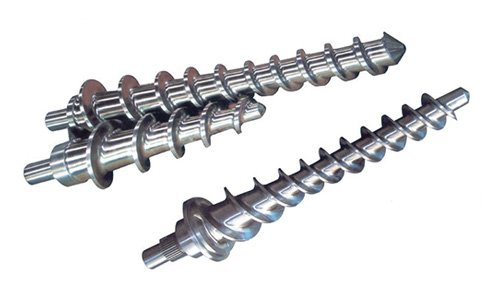
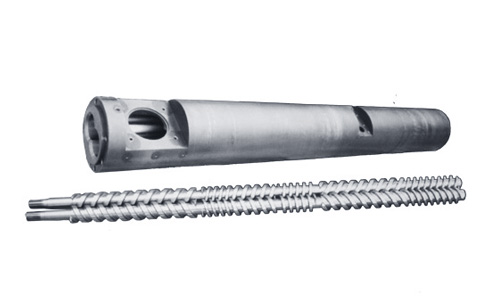
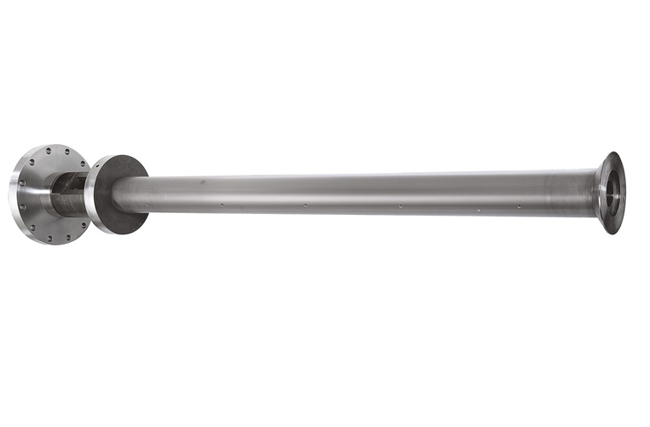
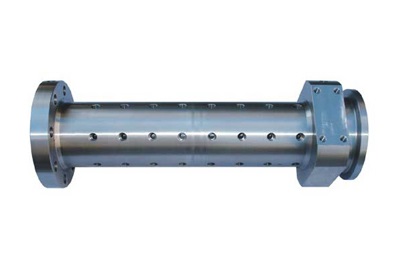
制造料筒,目前國內(nèi)常用的材料有45、40Cr和38CrMoAIA。進(jìn)口擠出機(jī)中料筒的制造材料,常用合金鋼34CrAINi和CrMoV9。這種材料的屈服強(qiáng)度有900MPa左右。經(jīng)滲氮處理后,硬度在1000HV以上,既耐磨又有良好的抗腐蝕性。碳化鎢合金料筒、碳化鎢合金+鉻合金料筒、碳化鎢合金+鉻合金+鎳合金料筒,選用Material優(yōu)質(zhì)合金剛為基材,內(nèi)孔澆鑄上述合金,提高料筒的耐磨損、耐腐蝕性能。
|
|
|
|
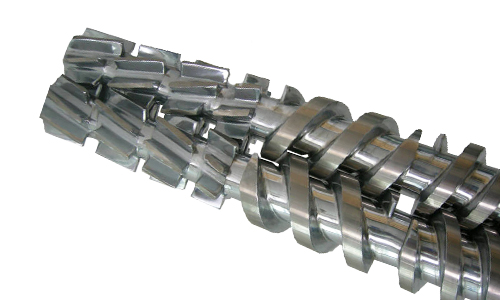
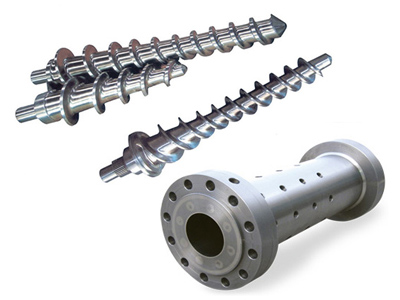
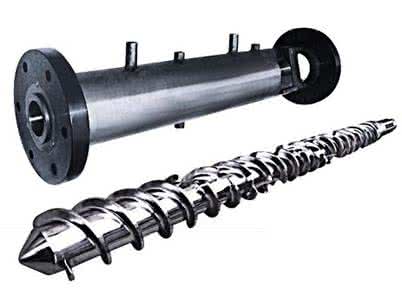
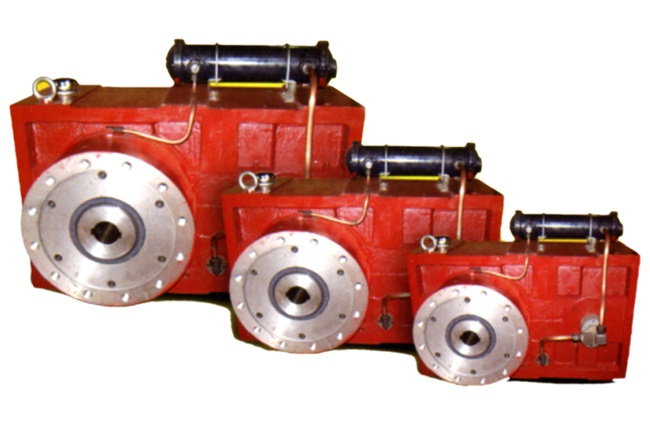
材料和工藝優(yōu)質(zhì)38CrMoAIA優(yōu)質(zhì)雙相不銹鋼優(yōu)質(zhì)粉末冶金材料冷,熱噴圖硬金屬工藝先進(jìn)滲氮工藝耐腐蝕,耐磨雙金屬噴涂工藝
2017-09/06
|
|
|
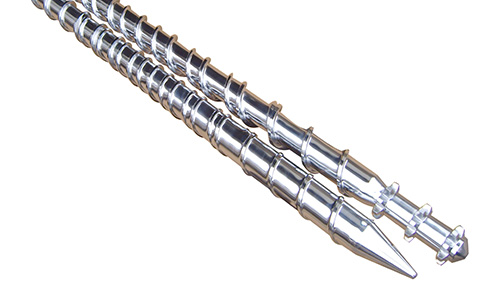
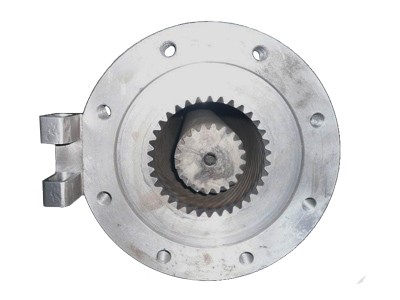
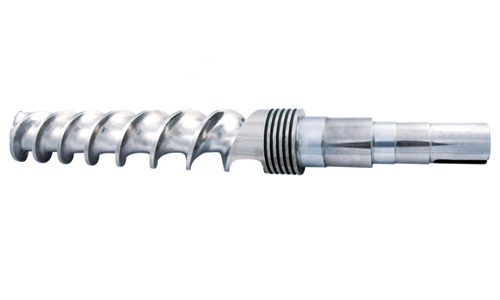
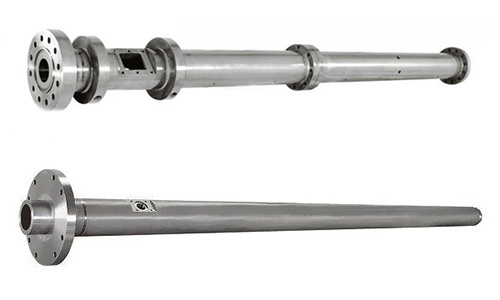
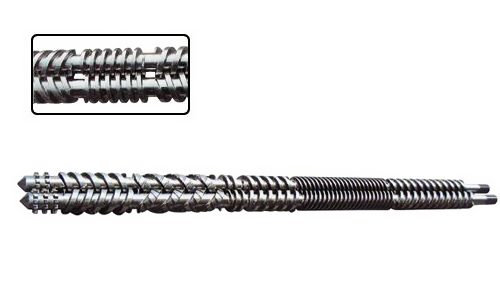
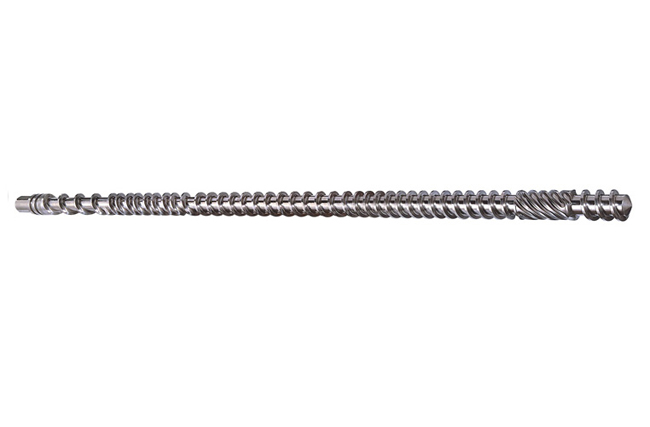
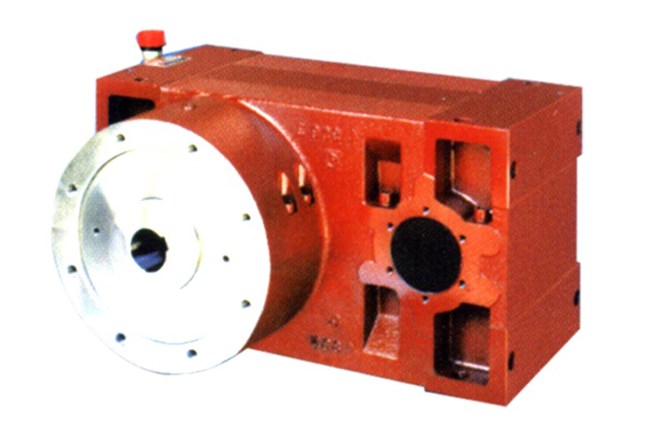
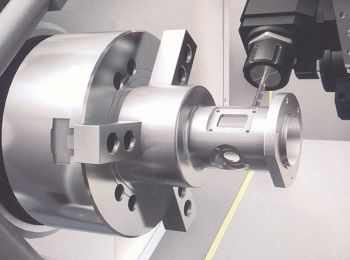
技術(shù)指標(biāo):材料選用優(yōu)質(zhì)38鉻鉬鋁(38CrMOALA)調(diào)質(zhì)硬度:HB240~280氮化硬度:HV≥850氮化深度:0.45~0.80mm氮化脆性:≤二級表面粗糙度:Ra0.4螺桿直線度:0.015mm氮化后表面鍍硬鉻度:HV≥900鍍鉻層厚度:0.03~0.10mm雙合金硬度:HRC56~65(合金采用鎳基合金)合金深度:1.2~3.0mm
2017-09/06
|
|
|
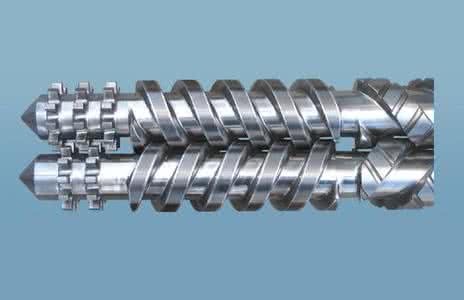
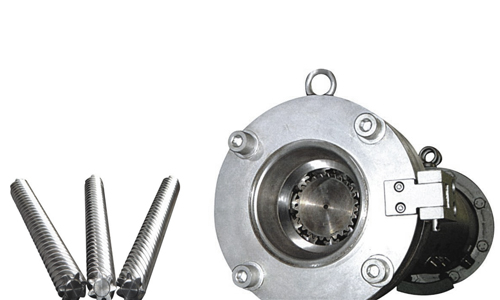
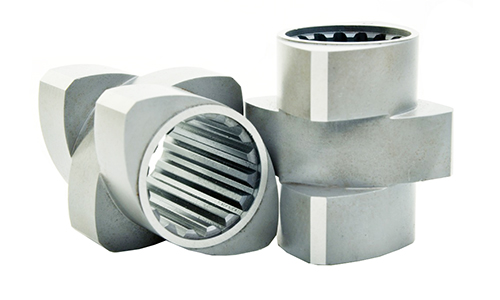
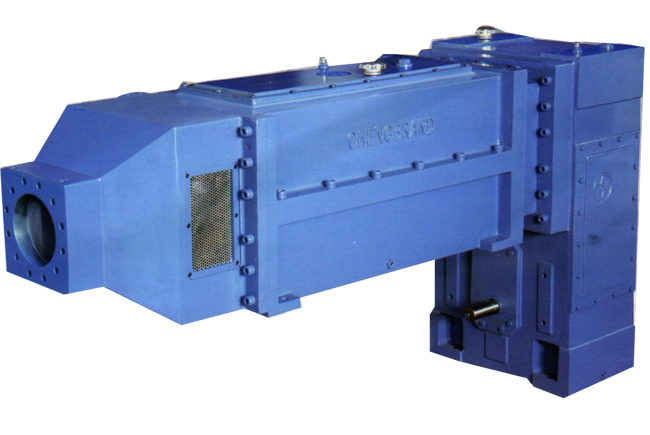
1、料筒螺桿未達(dá)到預(yù)先設(shè)置溫度時(shí),切勿啟動機(jī)器。2、防止金屬碎片及雜物落入料斗,若加工回收料,需加上磁性料斗以防止鐵屑等進(jìn)入料筒。3、使用防涎時(shí)要確定料筒內(nèi)塑料完全熔融,以免螺桿后退時(shí)損壞傳動系統(tǒng)零件。4、使用新塑料時(shí),應(yīng)把料筒的余料清洗干凈。5、當(dāng)熔融塑料溫度正常但又不斷發(fā)現(xiàn)注塑產(chǎn)品出現(xiàn)黑點(diǎn)或變色時(shí),應(yīng)檢查螺桿過膠頭、過膠圈、過膠介子是否有磨損。6、產(chǎn)品注塑成型時(shí),盡量使物料塑化均勻,以降低螺桿承受的傳動扭力,提高其使用年限。
2017-09/06
|
|
|
 浙江省舟山市定海區(qū)金塘鎮(zhèn)東宏路1號
浙江省舟山市定海區(qū)金塘鎮(zhèn)東宏路1號
 654035382@qq.com
654035382@qq.com
 0580-8591278
0580-8591278